在常用刀具的锋利度试验中,通常采用刀具在切纸、剃削和破碎过程中的特殊性能。然而,对于叶片结构分析,没有统一的行业标准。就个人而言,刀片的锋利度主要取决于以下四个重要因素:
磨刀石的使用方法
1、.边缘角。边角越小,边部越锋利,切削阻力越小,锐度越高。边缘角是影响锐度的一个重要因素。

2、刀刃。当刀片的方向与切割方向相同时,更容易切入和更锋利,并且边缘彼此平行并垂直于切割边缘(纵向)。刀片在刀刃处产生的微锯齿也有助于锐度。
3、边缘。刀刃会大大增加刀片的切削阻力,这是影响锋利度的重要因素。锋利的边缘不应该有边缘。
从刀具和磨削刀具的学习材料中可以看出,在磨削过程中存在缓冲保护机制,可以提高刀片的锋利性。由于油、石的光滑性、粒度均匀性、与边缘的契合度和磨削角误差的限制,没有缓冲保护机制,磨削的锐度是无法实现的。缓冲效果越好,磨削效果越好,边缘越薄,反而不能使边缘变薄,甚至可能存在叶片缺口、划痕、卷边等严重缺陷。
叶片主体的弹性变形保护切削刃。用非常小的力将刀压在油石上。叶片表面完全与油石配合,叶片体的变形可以忽略不计。这是标准的锐化状态。如果长时间保持上述角度和恒定姿势,可以获得非常薄的边缘。
然而,由于研磨刀具时,手总是以一定的范围异步摆动,因此可能有五种不同的情况。
在第一种情况下,只需很小的努力就可以完成操作,但手要抬高,实际的磨削角也要增加,只需磨边,而不需磨边,这就限制了锐度的提高。
在第二种情况下,双手下降,并且实际的锐化角度减小。无论是否为施力,切削刃和刀刃都不磨损,只有内边缘线可以磨削。在这种情况下,边缘线是圆形的,但切削刃没有损坏。
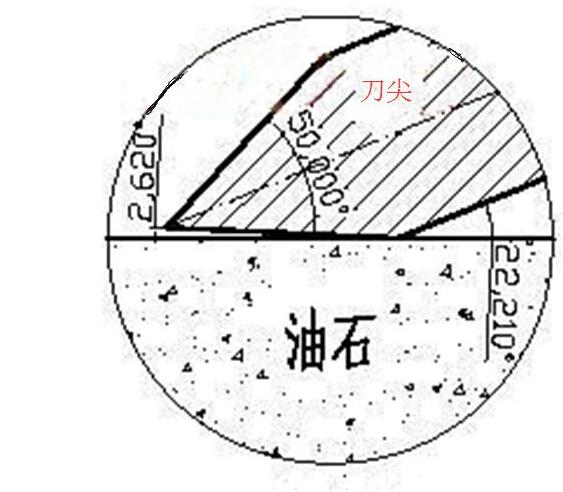
在第三种情况下,保持刀脊高度不变,同时手压刀肚由于不稳定突然增大,刀肚突然下沉。如下:
由于弹性变形,刀尖提高了2.620°,实际磨削角减小到22.210°,增大的力通过刀体转移到内缘线上。虽然这将导致边缘线是圆形和不规则的,它可以有效地保护边缘。
在第四种情况下,刀片的高度保持不变,刀的手不稳定,导致刀片向上倾斜,如下图所示:
磨刀石的使用方法
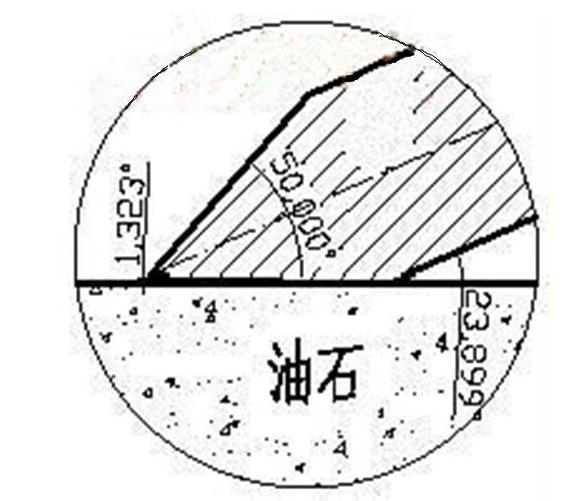
在上图中,由于弹性变形,刀脊翘曲不仅不增加磨角,而且使刀尖翘曲1.323度,磨角减小到23.899度,这与第三种情况非常相似,也可以保护刀口(当然,如果向上翘曲范围过大,会带动腹部上升,磨角增大,对边缘不利)。
在第五种情况下,由于油石不光滑,粒度不均匀,刀体的边缘会不时受到冲击,刀体的弹性变形也会使刀刃出现,从而避免或减少对边缘的直接冲击,有利于提高锋利度。
可以看出,在第三至第五种情况下,由于叶片体的弹性变形,在操作过程中产生的冲击被有效地缓冲和转移,角度系数越小,缓冲效果越好,越好相应的锐化效果。这也解释了刀越细,越容易锐化的现象。当刀具实际上是锋利的时候,刀片的弹性变形通常不是那么大,但基本原理是相同的。
在磨尖角度方面,“七点法,三点磨”的核心是掌握和控制磨尖角度。这是一种需要一直练习的技术,不同刀具的刀刃会略有变化。如果角度控制不当,所有技能都等于零。不管磨料有多高,没有一把好刀能磨成废铁。
为了达到精确和稳定的磨削角度,必须做到以下两点:
1、在推刀过程中,必须确保锐化角度一致
2、难度相对较小,只要有一双稳重的手,稍加练习,一般都能达到。
4、在锐化过程中,通常需要暂停检查,加水,清洁和翻转刀片。当再次开始时,通常通过记忆和估计将其调整到接近原始的角度,并根据锐化的感觉进行校正。重新确定角度容易出现大的误差,尤其是由于翻转刀片而导致的误差。该部件难以操作,并且对于锐化的质量是最关键的。这需要长期和大量的实践。
5、不同的磨削方向有不同的磨削效果。边缘彼此平行且垂直于边缘(纵向边缘)。刀刃的锋利度和强度最高。如果边缘平行但不垂直于边缘(斜纹边缘),则交错边缘(X边缘)出现在斜纹边缘上,非常差,并且边缘平行于边缘(交叉边缘),并且最差。

